



Time:2023-12-18Views:1
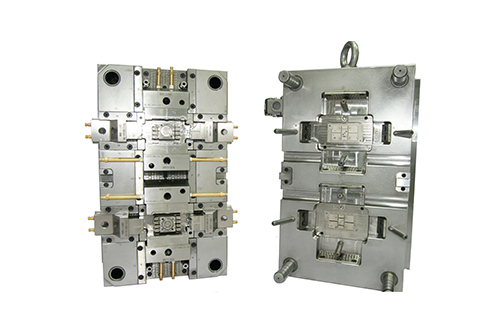
1、 The mold needs to be equipped with side locks (straight body locks) on four sides. If the side lock cannot be installed, a taper lock or a taper lock needs to be installed. The taper lock should be installed horizontally.
2、 Rows must have positioning. The positioning methods include slingshot, bead, Hasco (DME) standard line clamp, etc., which need to be determined according to the requirements of each project. Rows require pressure strips and wear-resistant plates. The pressure strip and wear-resistant plate must be made of wear-resistant hard material, and an oil groove needs to be added.
3、 Conventional structural molds must be equipped with support heads, and both ends need to be ground flat. The small mold should be pre pressed by 0.1mm, and the large mold should be pre pressed by 0.1mm-0.15mm.
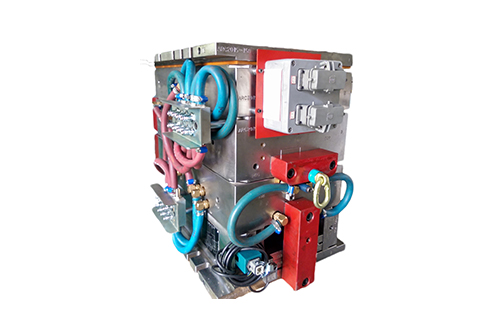
4、 During the manufacturing process of the outer surface of the mold, Shenzhen molds need to be carefully maintained to prevent rust and scratches. Before packaging, the inner mold needs to be sprayed with white/or colorless rust inhibitor. All mold surfaces must be cleaned thoroughly and then coated with butter.
5、 There must be no sharp corners on the mold and they need to be chamfered. Unless otherwise specified. The Shenzhen mold manufacturer believes that the diameter of the positioning ring must comply with the drawings, and the form and position of the top rod joint must comply with the drawings.
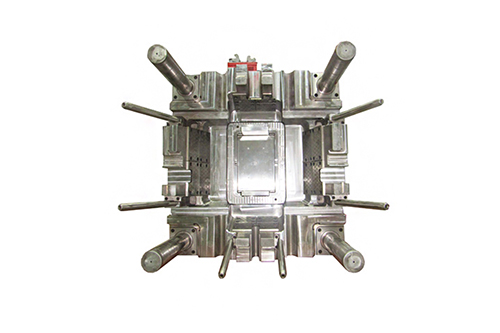
6、 The mold guide pillar guide sleeve needs to be machined with an exhaust groove to prevent damage to the guide pillar guide sleeve. Try to avoid using a polishing machine to polish the mold as much as possible. If it is necessary to use a polishing machine for processing, it is necessary to use an oilstone to save shine (especially on the parting surface).
7、 All screws and mold accessories must be preferred as standard parts, and screw heads cannot be sawn off. The effective locking length of the screw must be sufficient, normally 1.5 or 2; For molds smaller than 2020, prying pits need to be made between plates a and b; For molds larger than 2020, all templates, including the top needle plate, must have pry pits.
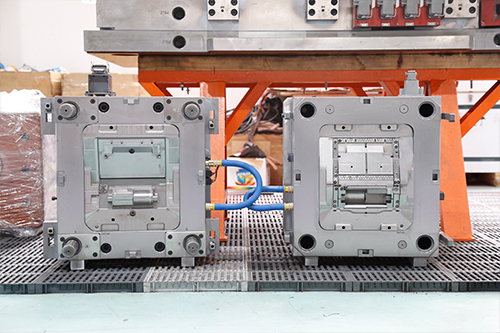
8、 The sloping seats must be made of wear-resistant hard materials. The inclined top must be machined with an oil groove, and the inclined top seat is generally hardened to an hrc40-45 degree using 2510 or cr12. Because the inclined top seat is subjected to impact load, it cannot be too hard or it will break. Chamfer the angle c at all right angle positions.

Provide free proofing service

0755-23244922 / 23400063

7*24 full service

Video live demonstration

 Phone: 18682296751
Phone: 18682296751
 Fax: 0755-23249890
Fax: 0755-23249890
 Email: Market@godemold.com / GDM@godemold.com
Email: Market@godemold.com / GDM@godemold.com
 ShenZhen Add: No7 floor,Building C,IdeeMonto Park, MaTian street, GuangMing district,ShenZhen,China. 518106
ShenZhen Add: No7 floor,Building C,IdeeMonto Park, MaTian street, GuangMing district,ShenZhen,China. 518106
DongGuan Add: 1-2 floor,No4 building,YuYunSmart Industrial Park,10 DaKan XiLong Road HuangJiang town, DongGuan, China. 523750





Molds

Products
About Us
Support
Technology Center
Manufacturing Center
News




























 English
English